
























作品詳情
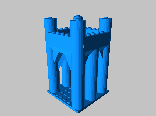
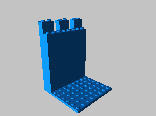
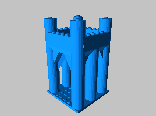
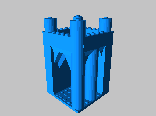
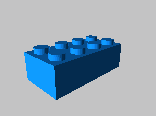
可以組裝成大型中世紀城堡的樂高積木塊兒。
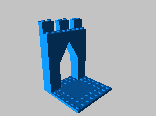
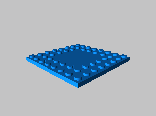
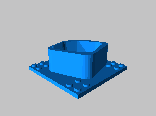
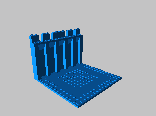
打印帶底座平臺的積木
打印可以放在底座平臺上的堆疊式的積木
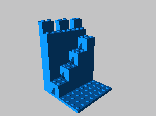
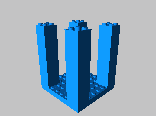
將兩個結合
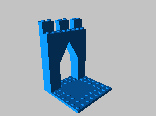
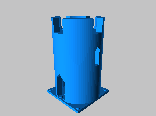
初學者可以先打印一個簡單的castle-tower.stl 文件
文件夾名字:
通過設定默認值,積木的底部都是平的,不是堆疊的(更易打印)
所有名字是*_legobase are stackable的文件夾,都可以裝在底座平臺或其他的零件上
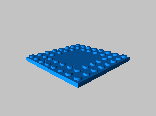
文件夾名字中包含_16 的用的都是大一些的16x16的底座平臺。
這是1.x版本,每一塊都有改善。
和底座平臺契合的物體更易打印,但如果你的打印平臺臟或不平或是離噴嘴遠,打印出來的物體就會有些彎。
要求
任何PLA 3D 打印機都能打印出來
打印時間
取決于你的設置和你的打印機。
切片參數(shù)
層:
* 0.25mm, 但 0.2mm 會更好些
速度:
* 第一層 12-20mm/s,離噴嘴很近
* 周長 40 mm/s
* 填充 80 mm/s
填充:
* 0.25 就可以(或是更少)
* 0.35 更安全,但這更易造成彎曲(隨便你)
其他:
* 地板是3層,100%填充(底部和頂部)
* 底座額外加了兩層壁厚
后加工處理
由于你的切片設置和打印機條件,會有一些拉絲,將其去掉。警告:PLA材料從固態(tài)轉變?yōu)橐簯B(tài)非??臁_h離火焰,采取防護措施。
用熱氣槍很容易就將彎曲的平臺弄平。以120攝氏度加熱一會兒,然后輕輕地彎曲。一個比較冒險的做法是在打印平臺還熱的時候處理。在60度就可以彎曲。
垂下來的線材, 用一把小瑞士刀切斷, 整理表面即可.
你要確保小立方塊形狀的精確性,否則不好安裝,你可能需要稍微打磨處理一下你的零件.
整個城堡套件都在一個名叫castle-kit-x-y.scad的文件里。你可以編輯。
| 編號 | 文件名 | 下載次數(shù) | 文件類型 | 文件大小 | 操作 | |
 |
1 | 3 | stl | 0.32M | 下載 打印 | |
 |
2 | 3 | stl | 0.28M | 下載 打印 | |
 |
3 | 3 | stl | 0.48M | 下載 打印 | |
 |
4 | 4 | stl | 0.21M | 下載 打印 | |
 |
5 | 3 | stl | 1.01M | 下載 打印 | |
 |
6 | 3 | stl | 0.37M | 下載 打印 | |
 |
7 | 3 | stl | 0.36M | 下載 打印 | |
 |
8 | 3 | stl | 1.01M | 下載 打印 | |
 |
9 | 3 | stl | 0.36M | 下載 打印 | |
 |
10 | 3 | stl | 0.39M | 下載 打印 | |
 |
11 | 0 | stl | 0.32M | 下載 打印 | |
 |
12 | 0 | stl | 0.28M | 下載 打印 | |
 |
13 | 0 | stl | 0.48M | 下載 打印 | |
 |
14 | 0 | stl | 0.21M | 下載 打印 | |
 |
15 | 0 | stl | 1.01M | 下載 打印 | |
 |
16 | 0 | stl | 0.37M | 下載 打印 | |
 |
17 | 0 | stl | 0.36M | 下載 打印 | |
 |
18 | 0 | stl | 1.01M | 下載 打印 | |
 |
19 | 0 | stl | 0.36M | 下載 打印 | |
 |
20 | 0 | stl | 0.39M | 下載 打印 | |
 |
21 | 0 | stl | 0.22M | 下載 打印 | |
 |
22 | 0 | stl | 1.25M | 下載 打印 | |
 |
23 | 0 | stl | 0.35M | 下載 打印 | |
 |
24 | 0 | stl | 0.72M | 下載 打印 | |
 |
25 | 0 | stl | 0.52M | 下載 打印 | |
 |
26 | 0 | stl | 0.52M | 下載 打印 | |
 |
27 | 0 | stl | 2.12M | 下載 打印 | |
 |
28 | 0 | stl | 1.02M | 下載 打印 | |
 |
29 | 0 | stl | 3.28M | 下載 打印 | |
 |
30 | 0 | stl | 0.37M | 下載 打印 | |
 |
31 | 0 | stl | 1.14M | 下載 打印 |
共
31個文件



